Holo/Or提供了多种解决方案,来帮助我们的客户满足他们的玻璃切割需求:
对于采用上述热加工法的客户,我们拥有各种各样的顶帽衍射光束整形器,用于产生平顶均匀分布的聚焦能量,以进行精确处理。更多信息,请参见我们的“衍射光束整形器”。如需了解完整的衍射光束整形产品目录,请访问本页
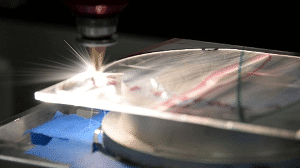
使用USP激光技术的其他客户,可以采用下列两种可用的解决方案:
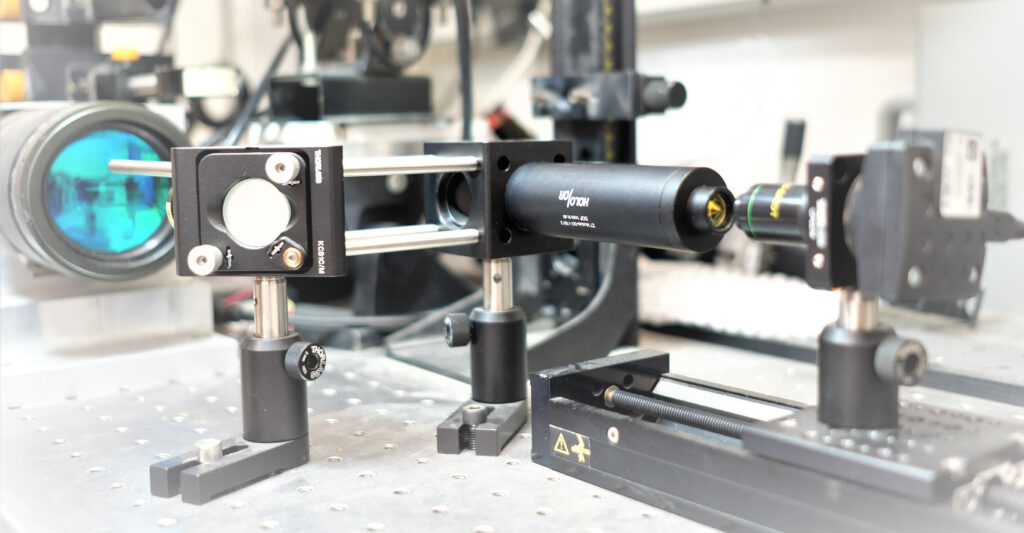
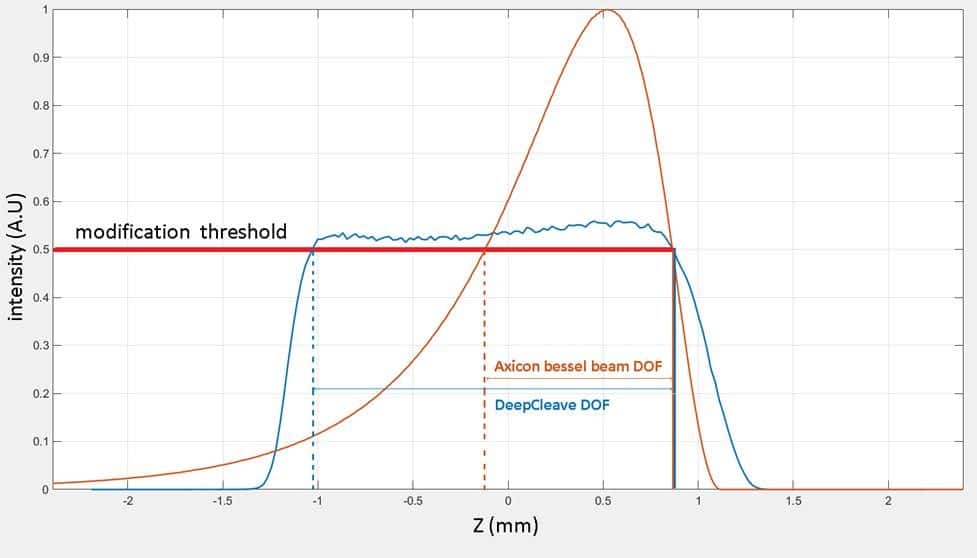
DeepCleave模块是最好的解决方案。这是一个提供最佳性能的完整的光学解决方案。
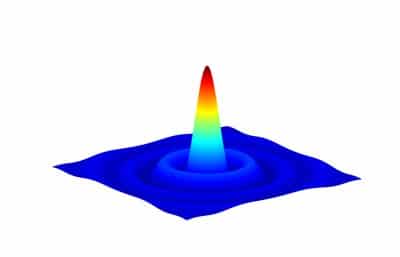
用于产生长焦深聚焦贝塞尔光束功能的衍射锥透镜是玻璃切割的组件级别的解决方案。衍射锥透镜增加了光束的焦深,使得能够用一个薄型平板元件完成透明材料的加工,这与折射衍射轴棱锥不同。这些组件可以与具有灵活输入光束直径的单模和多模激光器一起使用,并且通常需要外部聚焦光学元件。
这篇文章将聚焦于DeepCleave和衍射锥透镜,这是UFP激光玻璃切割最常见的解决方案。
Holo/Or为激光玻璃切割应用提供的另一个解决方案就是衍射多焦点衍射光学元件,它显示出经改进的斜切效果。这种独特的衍射光学元件在聚焦轴上分离光束,并以受控的间距产生多个焦点。这种组件的最佳效果通常与多焦点模组一起使用时实现,该模组的数值孔径为0.45NA,通光孔径为20mm。欲知更多信息,请参见衍射多焦点衍射光学元件。如需了解完整的衍射多焦点产品目录,请访问本页。